



















Система автоматизированного ультразвукового контроля СИГНАЛ АУЗК

СИГНАЛ АУЗК – интегрированная система зонального ультразвукового контроля для диагностики кольцевых сварных швов трубопроводов диаметром от 500 мм (и более) при рекомендуемой толщине стенки от 6 мм, включая соединения сложной конфигурации с U- и V-образной разделкой кромок.
Подробности
СИГНАЛ АУЗК – интегрированная система зонального ультразвукового контроля для диагностики кольцевых сварных швов трубопроводов диаметром от 500 мм (и более) при рекомендуемой толщине стенки от 6 мм, включая соединения сложной конфигурации с U- и V-образной разделкой кромок. Позволяет быстро обнаруживать и анализировать дефекты. Имеет 10 скоростей сканирования до 4,2 метра в минуту. Поддерживает беспроводной сбор данных в режиме реального времени для всего процесса сканирования. Система имеет небольшой вес, довольно компактные габариты, а конструкция колёс с канавками обеспечивают сканирование по прямой линии со смещением не более одного миллиметра от центра сварного шва к боковой поверхности датчика.
При инспекции система использует методику зонной дискриминации, где сварной шов делится на различные зоны, и преобразователь AUT может выдавать тысячи фокальных законов для проверки каждой области. Данная методика исключает слепые зоны. Это решение создано для отраслей, где контроль – не формальность, а элемент производственной безопасности и управляемого качества: строительство и ремонт магистральных газопроводов, атомная энергетика.
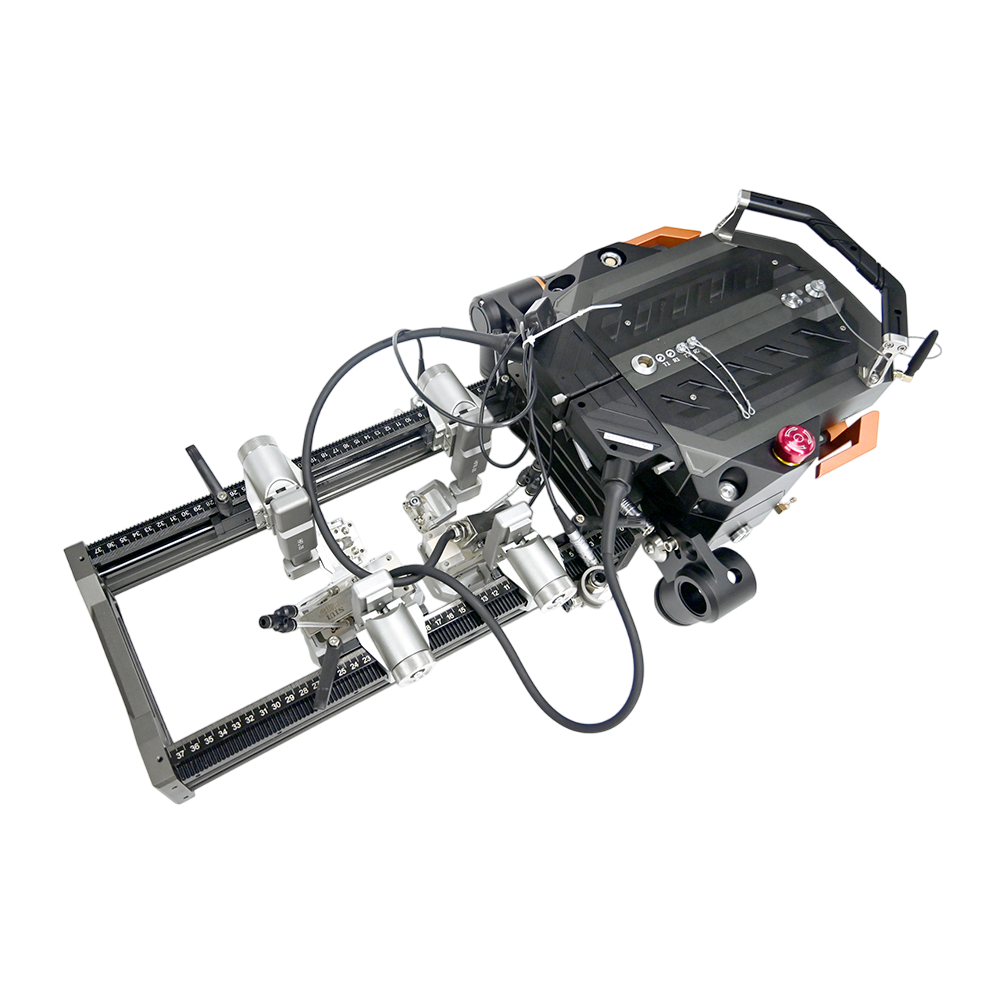
Система автоматизированного ультразвукового контроля СИГНАЛ АУЗК состоит из компактного и ударопрочного сканера, ультразвукового дефектоскопа СИГНАЛ 2 32:128+1TOFD или СИГНАЛ 3 64:128+1TOFD, планшета или ноутбука с установленным программным обеспечением «СИГНАЛ АУЗК» или «СИГНАЛ ИИ» для анализа контроля в режиме реального времени.


Во время процедуры контроля полученные данные отображаются в режиме реального времени на планшете или ноутбуке, передача изображения осуществляется при помощи беспроводного соединения. Модуль сбора данных, используемый в системе СИГНАЛ АУЗК, демонстрирует высокую пропускную способность. Это позволяет выполнять полный сбор данных и проводить контроль с высокой скоростью сканирования.
Для каждой конфигурации сварного шва требуется отдельный калибровочный образец, параметры которого (диаметр, толщина и материал) совпадают с параметрами контролируемых труб. На образцы механически наносятся специальные риски, представляющие типичные дефекты, которые могут возникать в процессе сварки. Калибровка выполняется в соответствии с процедурой контроля.
Предназначена для контроля кольцевых сварных швов трубопроводов.
Подходит для труб диаметром 500 мм и больше, с рекомендуемой толщиной от 6 мм.
Подходит для соединения U и V-образной разделкой кромок с применением зонального контроля.
Система выстраивает контроль как технологический процесс: сварной шов делится на зоны.
Система формирует тысячи фокальных законов для проверки зон, повышая достоверность контроля.
10 скоростей сканирования до 4,2 м/мин.
Интегрированный ультразвуковой модуль для беспроводного сканирования.
Поддерживает беспроводной сбор данных в режиме реального времени на протяжении всего процесса сканирования.
Прорезные колеса позволяют сканирующему устройству двигаться по прямой линии со смещением не более 1 мм от центра сварного шва к боковой поверхности преобразователя.
Небольшой вес, довольно компактные размеры.
Интегрированная конструкция для удобства транспортировки и сборки повышает эффективность испытаний.
СИГНАЛ АУЗК отделяет процесс сканирования от процесса аналитики: модуль СИГНАЛ 2 работает как высокопроизводительная платформа сбора данных, а расшифровка и выпуск отчётов выполняются в программной среде на персональном компьютере. Такой подход ускоряет цикл «скан → анализ → заключение» и повышает производительность.
ПО «СИГНАЛ АУЗК» – это инструменты профессионального анализа и генерации отчётов:
Просмотр данных PAUT/TOFD.
Табличное представление индикаций и измерений для протокола.
Пользовательские раскладки экранов под конкретную задачу.
Работа на большом экране и быстрые операции за счёт горячих клавиш – меньше времени на рутину, больше на расшифровку.
Программное обеспечение «СИГНАЛ АУЗК» представляет возможность создавать настройки контроля, проверку целостности данных, создание отчётов, содержит различные инструменты анализа данных и предлагает расширенные возможности контроля сварных швов. Оно разработано с учетом простоты использования, гибкости и масштабируемости, что требуется в сложных конфигурациях контроля. Пользовательский интерфейс лёгок в освоении и использовании, обеспечивает высокую эффективность работы.

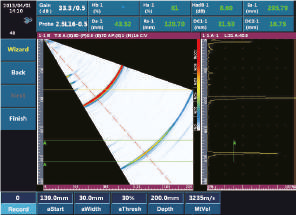

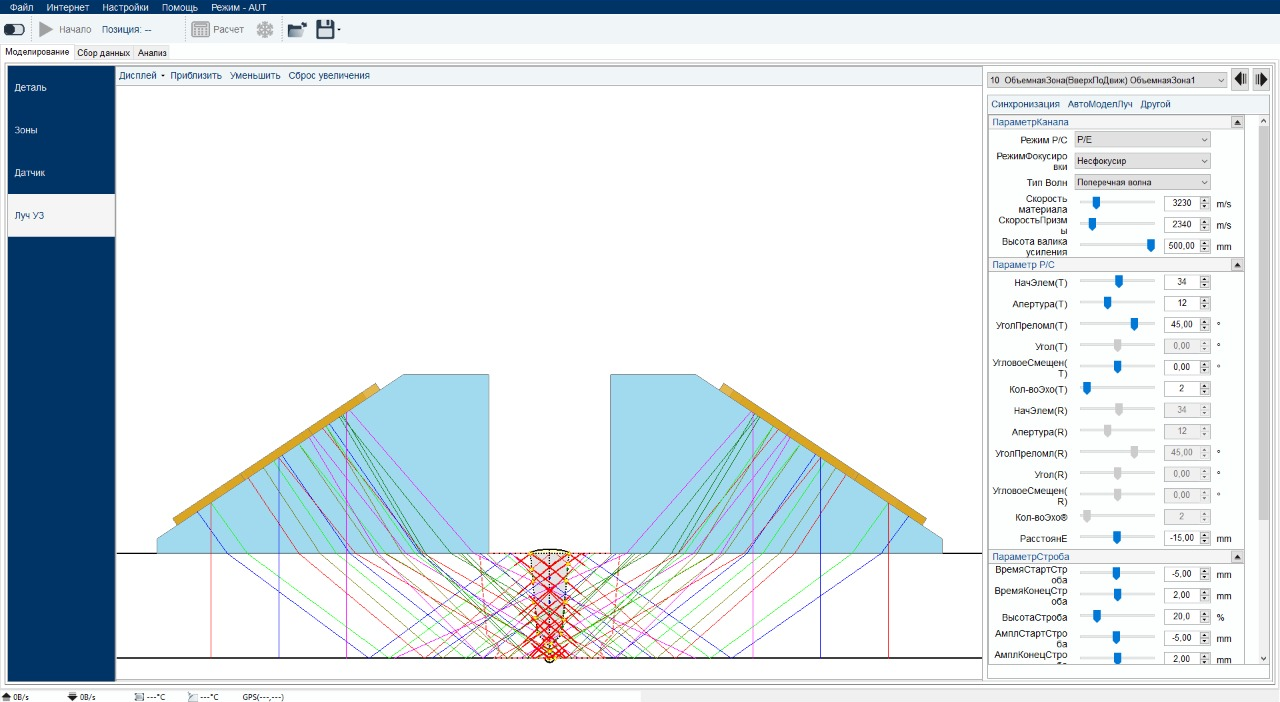
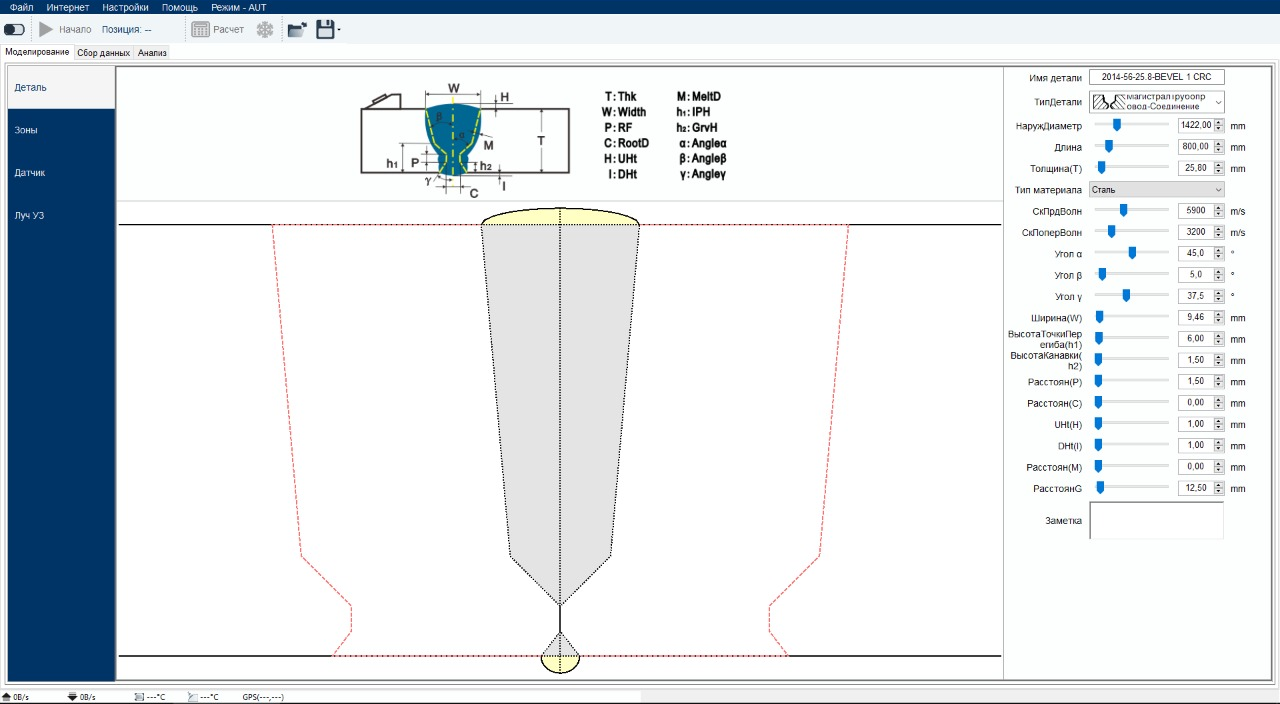
Оператор может создавать настройки как в онлайн, так и в оффлайн режиме. В онлайн режиме оператор использует пошаговую настройку, которая облегчает процедуру настройки и помогает быстро настроить систему. Она позволяет смоделировать распространение ультразвуковых пучков, наглядно увидеть ход лучей в шве, установить датчики на необходимом расстоянии от сварного шва. Позволяет задать параметры сварного шва и все необходимые параметры для проведения достоверного контроля. Все этапы настройки выполняются шаг за шагом, на каждом этапе имеются подсказки для правильной настройки системы.
В оффлайн режиме оператор может создавать настройки независимо от работы прибора. Всего за несколько минут можно сохранить и отправить файл в систему. Остаётся выбрать созданную настройку и выполнить калибровку системы.
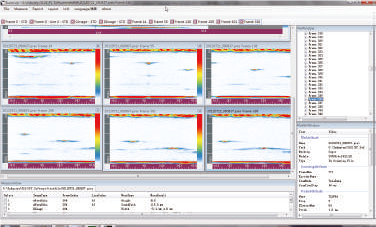


Программное обеспечение обеспечивает несколько режимов отображения информации, пользователи могут использовать различные режимы во время просмотра или проведения анализа. Изменяя размер или положение интересующей вас области программное обеспечение будет автоматически перестраивать изображения.
Программное обеспечение представляет возможность автоматического создания отчётов. Параметры отчёта могут быть настроены пользователем. Среди возможных параметров: название проекта, дата и время проведения контроля, номер сварного шва, информацию о контроле включая все соответствующие настройки контроля, таблицу дефектов с указанием протяжённости, глубины залегания и положения в сварном шве.
Программное обеспечение «СИГНАЛ ИИ» – свёрточная нейросеть, которая автоматически расшифровывает записанные данные ультразвукового контроля (ФР + TOFD) и формирует заключение по заданным правилам оценки. После сканирования остаётся большой массив данных, который обычно нужно долго просматривать вручную. «СИГНАЛ ИИ» делает это автоматически: выделяет значимые индикации, определяет их тип, рассчитывает параметры и сопоставляет результат с выбранными критериями.
Отделяет отражения от геометрии соединения (например, от обратного валика) от тех, которые относятся к индикациям.
Выделяет дефекты и определяет их характеристики.
Присваивает шифры по заданным правилам.
«СИГНАЛ ИИ» поддерживает критерии оценки по различным нормативно-техническим документам: нефтегазовая отрасль, атомная энергетика и другие направления, где важны формализованные критерии и единая логика интерпретации. Вы выбираете профиль – система применяет соответствующие правила и выдаёт результат в рамках выбранного подхода.
Почему это удобно:
Скорость обработки: от скана к предварительному заключению – за считанные секунды.
Отсутствие человеческого фактора: в отличие от ИИ оператор, осуществляющий расшифровку данных, может совершить ошибку.
Меньше рутины: специалист тратит время на проверку и решение, а не на механический просмотр данных.
Прозрачность результата: система показывает, что именно было выделено и по каким критериям оценено.
Программное обеспечение не «угадывает» – оно работает по заданным критериям и проверяет результат по выбранному профилю оценки.
По данным опытной эксплуатации за 6 месяцев:
Обработано более 1500 сканов: точность присвоения шифров дефектов - 97,8% (постоянно увеличивается).
Скорость обработки участка 500 мм – до 2 секунд, тогда как ручная расшифровка обычно занимает 5–10 минут.
При инспекции система использует методику зонной дискриминации, где сварной шов делится на различные зоны, и преобразователь AUT может выдавать тысячи фокальных законов для проверки каждой области. Данная методика исключает слепые зоны. Это решение создано для отраслей, где контроль – не формальность, а элемент производственной безопасности и управляемого качества: строительство и ремонт магистральных газопроводов, атомная энергетика.
Система автоматизированного ультразвукового контроля СИГНАЛ АУЗК состоит из компактного и ударопрочного сканера, ультразвукового дефектоскопа СИГНАЛ 2 32:128+1TOFD или СИГНАЛ 3 64:128+1TOFD, планшета или ноутбука с установленным программным обеспечением «СИГНАЛ АУЗК» или «СИГНАЛ ИИ» для анализа контроля в режиме реального времени.
Ультразвуковой сканер со встроенным дефектоскопом
Планшет (ноутбук)
Программное обеспечение «СИГНАЛ»
Во время процедуры контроля полученные данные отображаются в режиме реального времени на планшете или ноутбуке, передача изображения осуществляется при помощи беспроводного соединения. Модуль сбора данных, используемый в системе СИГНАЛ АУЗК, демонстрирует высокую пропускную способность. Это позволяет выполнять полный сбор данных и проводить контроль с высокой скоростью сканирования.
Для каждой конфигурации сварного шва требуется отдельный калибровочный образец, параметры которого (диаметр, толщина и материал) совпадают с параметрами контролируемых труб. На образцы механически наносятся специальные риски, представляющие типичные дефекты, которые могут возникать в процессе сварки. Калибровка выполняется в соответствии с процедурой контроля.
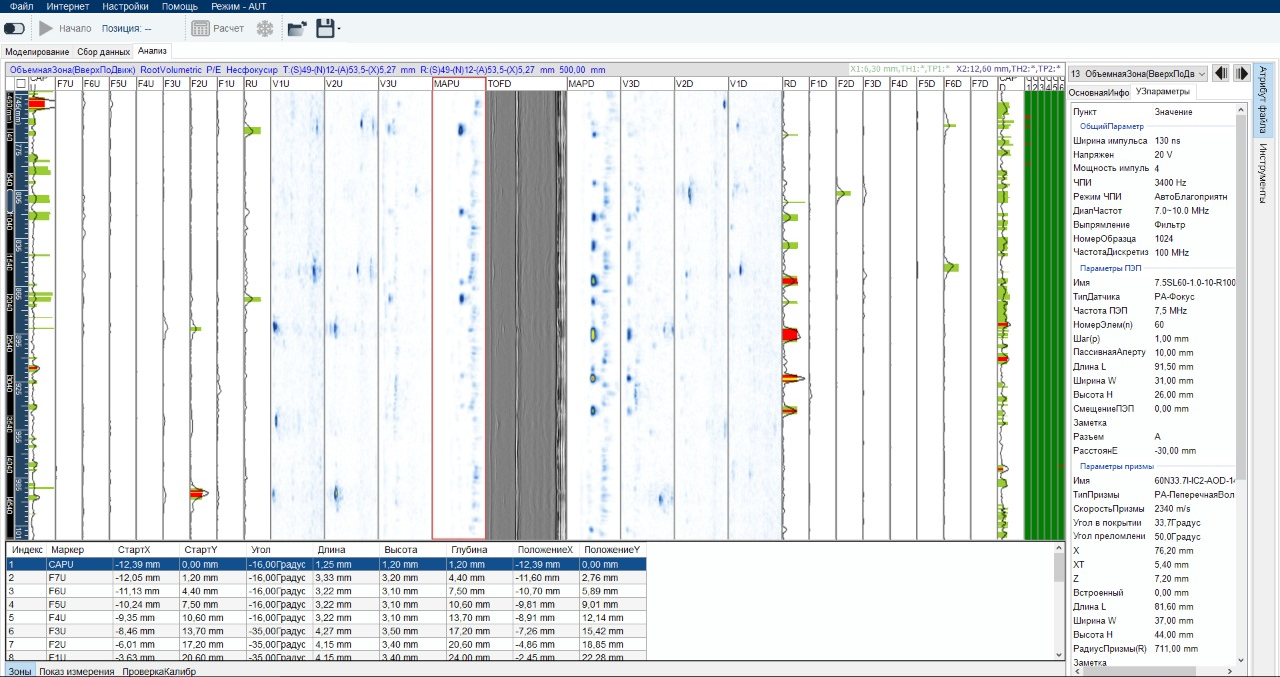
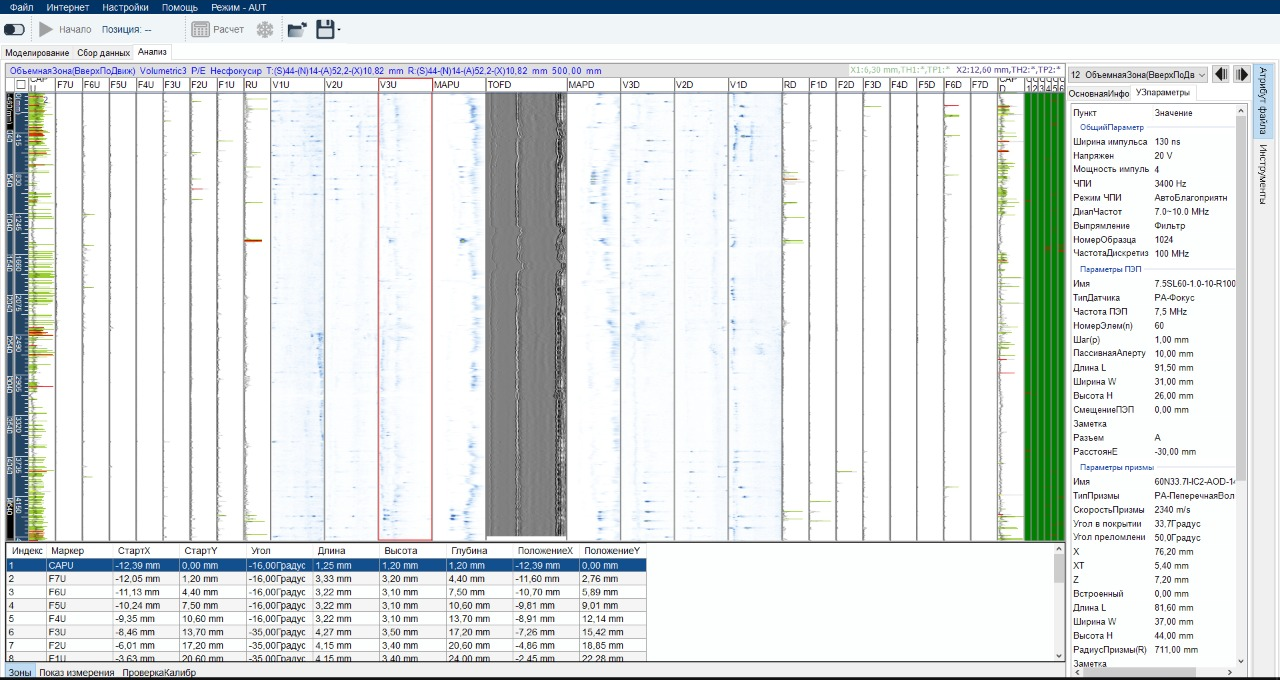
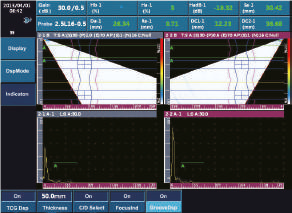
Отображение результатов контроля по зонам
Отображение результатов контроля по зонам
Настройка законов фокусировки контроля по зонам
Моделирование геометрии разделки шва
Особенности и преимущества
Программное обеспечение «СИГНАЛ»
СИГНАЛ АУЗК отделяет процесс сканирования от процесса аналитики: модуль СИГНАЛ 2 работает как высокопроизводительная платформа сбора данных, а расшифровка и выпуск отчётов выполняются в программной среде на персональном компьютере. Такой подход ускоряет цикл «скан → анализ → заключение» и повышает производительность.
ПО «СИГНАЛ АУЗК» – это инструменты профессионального анализа и генерации отчётов:
Программное обеспечение «СИГНАЛ АУЗК» представляет возможность создавать настройки контроля, проверку целостности данных, создание отчётов, содержит различные инструменты анализа данных и предлагает расширенные возможности контроля сварных швов. Оно разработано с учетом простоты использования, гибкости и масштабируемости, что требуется в сложных конфигурациях контроля. Пользовательский интерфейс лёгок в освоении и использовании, обеспечивает высокую эффективность работы.
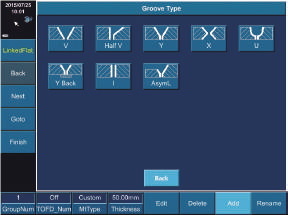
Создание типа сварного шва
Моделирование зоны контроля
Моделирование сварного шва
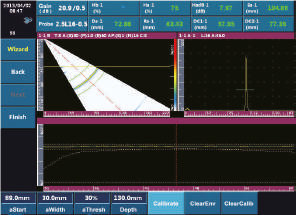
Настройка чувствительности
Настройка скорости
Настройка ВРЧ
Оператор может создавать настройки как в онлайн, так и в оффлайн режиме. В онлайн режиме оператор использует пошаговую настройку, которая облегчает процедуру настройки и помогает быстро настроить систему. Она позволяет смоделировать распространение ультразвуковых пучков, наглядно увидеть ход лучей в шве, установить датчики на необходимом расстоянии от сварного шва. Позволяет задать параметры сварного шва и все необходимые параметры для проведения достоверного контроля. Все этапы настройки выполняются шаг за шагом, на каждом этапе имеются подсказки для правильной настройки системы.
В оффлайн режиме оператор может создавать настройки независимо от работы прибора. Всего за несколько минут можно сохранить и отправить файл в систему. Остаётся выбрать созданную настройку и выполнить калибровку системы.
Выбор необходимых настроек для анализа
Анализ всех развёрток одновременно
Создание отчётов
Программное обеспечение обеспечивает несколько режимов отображения информации, пользователи могут использовать различные режимы во время просмотра или проведения анализа. Изменяя размер или положение интересующей вас области программное обеспечение будет автоматически перестраивать изображения.
Программное обеспечение представляет возможность автоматического создания отчётов. Параметры отчёта могут быть настроены пользователем. Среди возможных параметров: название проекта, дата и время проведения контроля, номер сварного шва, информацию о контроле включая все соответствующие настройки контроля, таблицу дефектов с указанием протяжённости, глубины залегания и положения в сварном шве.
Программное обеспечение «СИГНАЛ ИИ»
Программное обеспечение «СИГНАЛ ИИ» – свёрточная нейросеть, которая автоматически расшифровывает записанные данные ультразвукового контроля (ФР + TOFD) и формирует заключение по заданным правилам оценки. После сканирования остаётся большой массив данных, который обычно нужно долго просматривать вручную. «СИГНАЛ ИИ» делает это автоматически: выделяет значимые индикации, определяет их тип, рассчитывает параметры и сопоставляет результат с выбранными критериями.
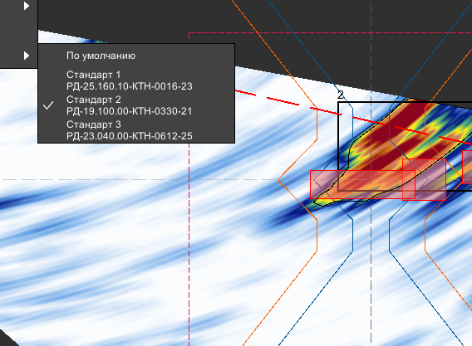
«СИГНАЛ ИИ» поддерживает критерии оценки по различным нормативно-техническим документам: нефтегазовая отрасль, атомная энергетика и другие направления, где важны формализованные критерии и единая логика интерпретации. Вы выбираете профиль – система применяет соответствующие правила и выдаёт результат в рамках выбранного подхода.
Почему это удобно:
По данным опытной эксплуатации за 6 месяцев:
Страна производства
Россия
Новости
12 марта 2026
Новая статья в журнале «Территория NDT»
Компания ООО «Новотекс Системс» сообщает о публикации научно-практической статьи в отраслевом журнале «Территория NDT» (выпуск январь–март 2026 года). Тема публикации – «Применение нейросетей для автоматизированного анализа данных ультразвукового контроля с фазированными решётками».
Статьи
Программное обеспечение
Применение нейросетей для автоматизированного анализа данных ультразвукового контроля с фазированными решётками
Ультразвуковой неразрушающий контроль с фазированными решетками (Phased Array Ultrasonic Testing, PAUT) позволяет получать большой объём данных за короткое время за счёт электронного сканирования диаграммы направленности и фокусировки в различных точках объекта контроля. Данная технология обеспечивает более полное покрытие зоны контроля и высокое разрешение изображений дефектов по сравнению с традиционным ультразвуковым контролем. Однако анализ и интерпретация больших массивов данных PAUT вручную представляет значительную сложность и требует высокой квалификации оператора. Обработка результатов контроля приборов с фазированными решётками является трудоёмкой, в ней возможны ошибки вследствие усталости и субъективности оператора. По данным исследований, расхождения в выводах разных дефектоскопистов при анализе одних и тех же данных могут достигать заметных величин [1, 2]. Таким образом, существует потребность в автоматизации анализа данных ультразвукового контроля, чтобы повысить эффективность и воспроизводимость результатов.